Use cases and benefits of adoption Chemistry
We have a wealth of experience and a proven track record in a wide range of industries and applications, and are able to provide solutions to the challenges faced in each application.
Below are some examples of applications in various industries and applications. We are also happy to discuss customization to suit your needs, so please feel free to contact us.
chemistry
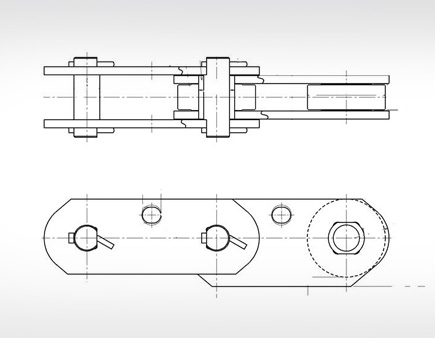
Apron/Pan Conveyor Chain

■Used for transporting abrasive items
- ・Transportation is possible even on steep slopes
- ・Prevents transported items from falling
Apron Feeder Chain

■ Used to cut out bulk item transported items
- ・Fixed quantity transport possible
- ・Can handle a variety of transported items
Great Chain
■Can be used in ultra-high temperature environments
- ・Special chain with excellent corrosion and wear resistance
- - Designed to prevent poor bending and roller rotation
Reclaimer Chain
■ Use the optimal seal according to the conditions of use.
- ・Suitable for transporting highly abrasive and corrosive materials
- ・High design adaptability according to the equipment
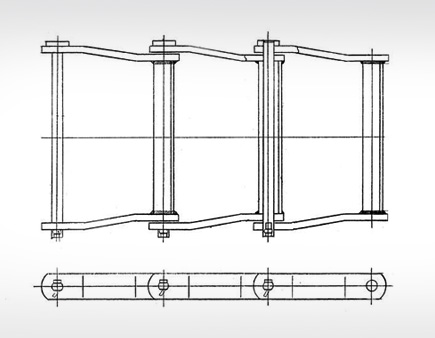
Bucket Elevator Conveyor Chain

■For vertical and inclined transport bulk item
- ・Transportation is possible even on steep slopes
- ・Prevents transported items from falling
Drag chain
■High impact resistance
- ・Can transport large bulk item
- ・Can handle a wide range of transported items
Scraper/Flight Conveyor Chain

■Used for transporting abrasive items
- ・For horizontal and inclined transport of bulk item items
- ・Chain specifications can be selected to suit the transported items
Flow Conveyor Chain

■For bulk item and inclined transport of bulk items
- ・Attachments can be selected according to the transported items
- ・Chain specifications can be selected to suit the transported items
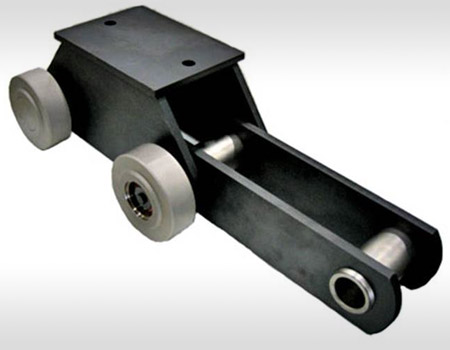
Bearing Roller Conveyor Chain
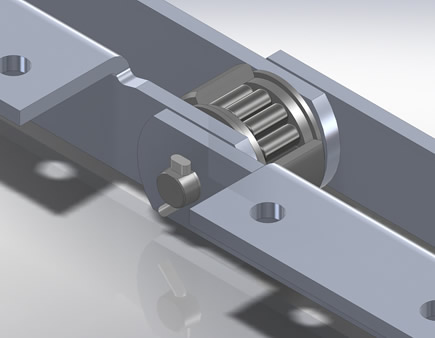
■Reduced chain tension and required power, improved wear life
- ・Prevents jerking and significantly increases roller allowable load
- ・Lineup of specifications to suit various atmospheres

